
A Mapei 14,8 százalékos árbevétel-növekedésre számít, annak ellenére, hogy prognózisuk szerint...
































Jungheinrich: sikeres raktár átalakítás működés közben
2023. szeptember 05.
AZ SKF a világ vezető csapágy gyártója, leányvállalatai mintegy 130 országban működnek világszerte. A hatékony folyamatok alapvető fontosságúak a nagyvállalat számára. A növekvő rendelésszámok és a belső folyamatokkal szemben támasztott új követelmények miatt a Nürnberg közelében elhelyezkedő schweinfurti gyártóüzemében az automatizálás mellett döntöttek. A Jungheinrich teljes körű logisztikai megoldást szállított 16 automata EKX 516a típusú szűkfolyosós targoncával, amelyek naponta mintegy 80 tonna árut mozgatnak a raktárban. Az SKF számára az átszervezés alapvető lépés a saját versenyképességének biztosítása érdekében, mivel a schweinfurti gyár a legnagyobb méretű valamennyi gyára közül.
LOGISZTIKAI ÜZEM NYITOT SZÍVVEL
Az SKF 18 folyosós, mintegy 18.700 raklaphely kapacitású magasraktárában a Jungheinrich EKX 516a automata önvezető targoncáival (AGV) oldotta meg az anyagáramlás automatizálását. Annak érdekében, hogy a gyártás ne kerüljön veszélybe, a raktár másfél évig tartó átépítése folyamatos működés közben zajlott.
Pontos, előzetes tervezés és tökéletesen összehangolt csapat biztosította a zökkenőmentes folyamatot. A svéd csapágygyártó közel hétmillió eurót fektetett be a raktárlogisztika korszerűsítésébe.
A megnövekedett hatékonyság, a nagyobb folyamatbiztonság és a jobb munkakörülmények gyorsan bizonyították: ez a döntés minden szempontból kifizetődő.

FELKÉSZÜLTEN A JÖVŐ KIHÍVÁSAIRA.
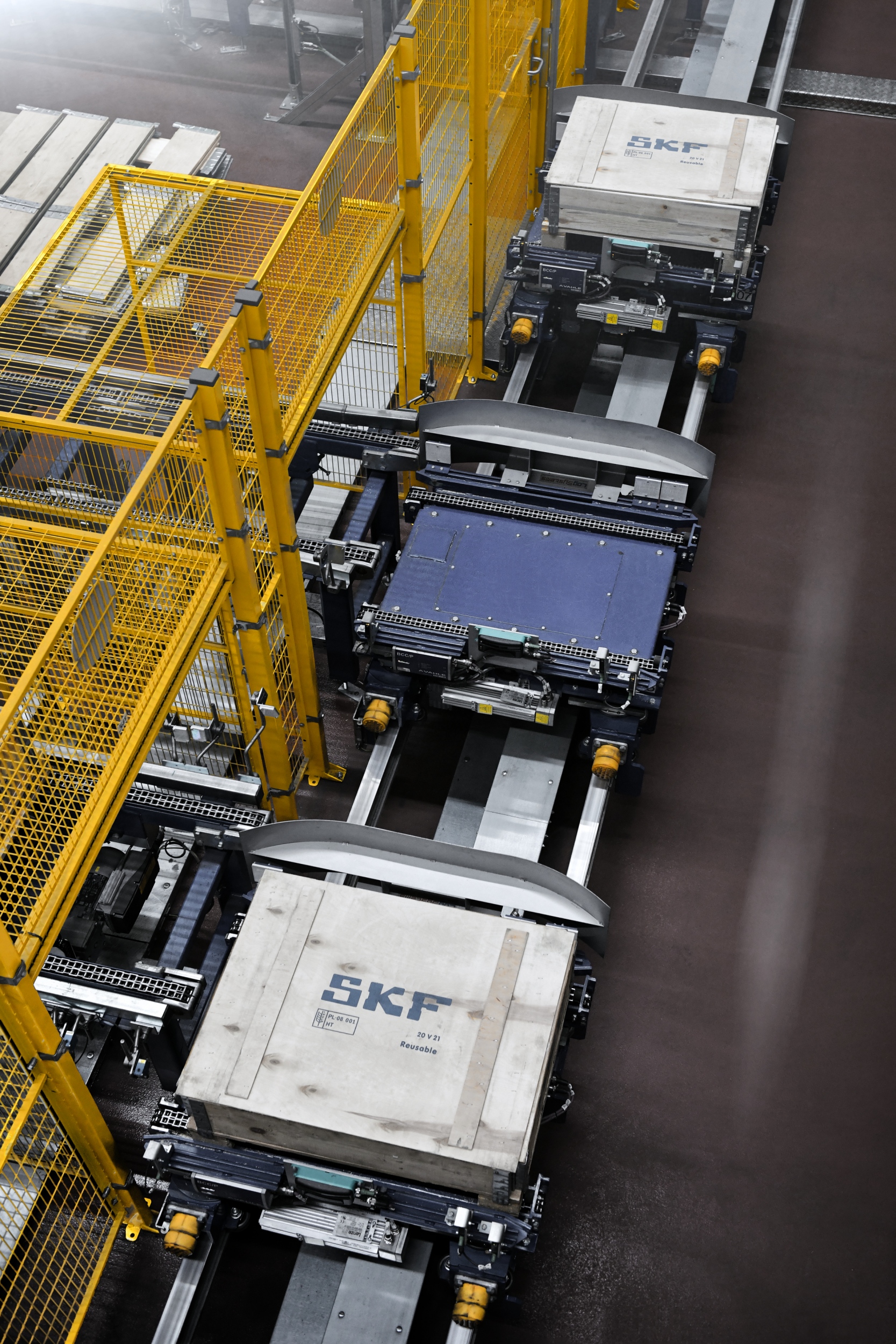
A Jungheinrich nemcsak az új raktármegoldás központi elemét, az AGV-flottát szállította, hanem fővállalkozóként a raklapos állványrendszert, az integrált elektromos raklapsínnel szerelt szállítópályát, a tárolóládák továbbítását végző szállítópályát, valamint hét ergonomikus komissiózó munkaállomást és az automatizált folyamatok vezérlését irányító Jungheinrich raktárirányítási rendszert (WCS) is biztosította. "Összességében nagyobb termelékenységet akartunk elérni
és optimálisan felkészülni a jövőbeli növekedéshez és az új üzletekhez" – összegezte a projektet Andreas Wartha, az SKF projektmenedzsere. "Sokkal közelebb jutottunk e célunk eléréséhez."
AZ AUTOMATIZÁLÁS, MINT A SIKER ÚJ ALAPELVE.
Az EKX 516a, melynek alapja egy magasraktári felrakógép, könnyen elsajátította az újonnan bevezetett goods-to-person elvét, és biztosítja, hogy a különböző komissiózó állomásokon a dolgozók mindig zökkenőmentesen végezhessék munkájukat. Ahol korábban a targoncák számára blokkolt, elakadási helyzetek voltak, ott most a folyamatok hatékonyan és biztonságosan zajlanak. Az útvonalak automatizálása minimálisra csökkentette a hét közbeni és hétvégi többletmunkát, miközben a munkakörülmények jelentősen javultak.
ÖSSZETETT MEGVALÓSÍTÁS.
A Jungheinrich a tervezéstől kezdve a négy építési fázison át a szervizelésig támogatta az SKF csapatát. Az operatív üzletmenet egyetlen pillanatban sem állt le.
Egy komplex és igényes tervezési fázis folyamatidő-szimuláció segítette előre meghatározni az ügyfél pontos logisztikai igényeit: 16 EKX targonca a munkaállomások kiszolgálására. Tervezési paraméterként egy elérhető, kétszámjegyű növekedési ütemet határoztak meg. Az eredmény egy személyre szabott teljes megoldás, amely további lehetőségeket rejt magában a jövőre nézve.
" Az elképzeléstől a megvalósításon át a szervizelésig a Jungheinrich a projekt minden fázisában 100%-os teljesítményt nyújtott számunkra." – emelte ki Andreas Wartha.
Andreas Warthát, az SKF Logistics projetmenedzserét és raktárüzemeltetési vezetőjét kérdeztük a projekt kivitelezéséről:
Miért volt szükség a schweinfurti logisztikai központ automatizálására, és melyek ennek legfőbb előnyei?
„Mindenekelőtt az SKF legfontosabb németországi logisztikai telephelyét fel akartuk készíteni a jövőbeli kihívásokra, valamint erőforrásokat szerettünk volna megtakarítani. Az új, automatizált berendezésekkel ellátott, az "áru a személyhez" elvén alapuló komissiózási rendszer jelentősen csökkenti a targoncák forgalmát a folyosókban.
Emellett sikerült csökkenteni a túlórák számát is. Munkatársaink az egész telephelyen egészségesebb munkakörülményeket élveznek. Az induktív vezetésnek és a transzponder vezérlésnek köszönhetően az AGV-k biztonságosan és függetlenül navigálnak a raktárban. Szükség esetén éjjel-nappal, mivel a járművek áramellátással rendelkeznek, így nincs szükség akkumulátorcserére – ez egy igazi főnyeremény számunkra.”
Milyen különleges kihívásokkal kellett szembenézniük az üzembe helyezés során?
Az EKX targoncákon kívül a Jungheinrichtől vásároltuk a szállítópályákat, az állványkiszolgáló gépeket, az elektromos raklapsínt és az automata komponensek vezérlésére szolgáló szoftvert. Tehát egy nagyon átfogó átépítésről beszélhetünk, amelyet a folyamatos működés során, nagy kapacitáskihasználtság mellett kellett végrehajtani. A többlépcsős üzembe helyezés keretében a szállítási képességet mindenkor garantálni kellett. A világosan meghatározott felelősségi körök, valamint az építési és a kivitelezési munkálatok az üzemeltetési területektől történő elkülönítése elengedhetetlen volt a sikeres megvalósításhoz.
Hogyan értékelné a projekt egészét, és ajánlaná-e a Jungheinrichet fővállalkozóként?
Mindenképpen, mert nemcsak az automatizálási megoldás volt A-tól Z-ig jól átgondolt, hanem a megvalósítás is. A teljes projekt során optimális támogatást kaptunk, és kapunk ma is. A kommunikáció és az együttműködés kifogástalan volt - ebben mindenki egyetért. A Jungheinrich már a kezdetektől azt a benyomást keltette, hogy rendelkeznek a szükséges szakértelemmel és tapasztalattal a meglehetősen összetett projektünkhöz. Pontosan azt a személyre szabott logisztikai megoldást kaptuk, amelyre szükségünk volt vállalati céljaink eléréséhez. A 17. önvezető targoncát is megrendeltük már és a flotta további növekedése sem kizárt.” (x)
További információ: https://www.jungheinrich.hu/automatizalas

AJÁNLÓ




